
 Esperanto
Esperanto
 Shqiptare
Shqiptare
 Euskara
Euskara
 Zulu
Zulu
 Latinus
Latinus
 Cymraeg
Cymraeg
 தமிழ்
தமிழ்
 Slovak
Slovak
 Slovak
Slovak
 Afrikaans
Afrikaans

-
-
Sobre nosotros
-
Servicio
-
Noticias

Centro de noticias
¿Cómo resolver los problemas de calidad en el corte por plasma?
Uno.Corte de escoria en la parte inferior
La velocidad de corte es demasiado rápida
El arco puede retrasarse con respecto a la velocidad de desplazamiento, lo que impide la fusión completa del material; los materiales no fundidos que quedan en la junta de corte se quedarán en la parte inferior de la placa de acero, formando pequeñas escorias difíciles de eliminar (a menudo presentándose en forma de pequeñas perlas duras); si la velocidad es demasiado rápida, el arco se volverá muy inestable, lo que es fácil de observar.“Chispas”Fenómeno de cola de pez, en este caso, el arco puede no penetrar el metal o apagarse directamente;.
 Velocidad de corte normal2895 mm/minuto
Velocidad de corte normal2895 mm/minuto
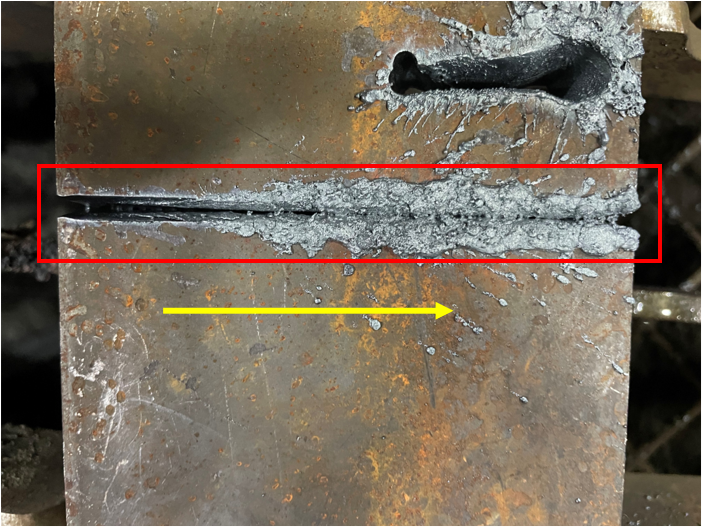
 Demasiado rápidoVelocidad de corte4000mm/Minuto
Demasiado rápidoVelocidad de corte4000mm/Minuto
Escoria fundida rápidamente en la parte inferior, parte inferior rugosa, ligeramente hundida.
La velocidad de corte es demasiado lenta
El arco fundirá demasiado material, solidificándose en la parte inferior y formando escorias más pesadas, que son fáciles de eliminar; al mismo tiempo, la junta de corte se agranda y las dimensiones de la pieza también disminuirán en consecuencia; si la velocidad es demasiado lenta, debido a la falta de suficiente acero fundido para mantener la transferencia del arco, esto también puede causar el apagado del arco;.
La altura de corte (presión del arco) es demasiado alta,La altura de corte (presión del arco) es demasiado baja
La energía del arco se reduce, formando un efecto similar al de una velocidad de corte demasiado rápida.,
La energía del arco aumenta, formando un efecto similar al de una velocidad de corte demasiado lenta; esta situación también puede provocar el fenómeno de choque.
La corriente de corte es demasiado baja,La corriente de corte es demasiado alta
La energía del arco se reduceo aumenta, formando un efecto similar al de una velocidad de corte demasiado rápida.o demasiado lentaEfecto similar.
La presión del gas de corte es demasiado baja
La energía del arco es insuficiente, formando un efecto similar al de una velocidad de corte demasiado rápida.
Mesa de corte
La mesa de corte acumula demasiada escoria fundida, lo que impide que la escoria en la parte inferior sea soplada por el gas protector, acumulándose en la parte inferior de la pieza de trabajo.

Dos. CorteSuperficie anormal
- No corta completamente
(Perforación exitosa, después de comenzar el corte, se presenta el fenómeno de no cortar completamente.)
Causas:La corriente de corte es demasiado baja,La velocidad de corte es demasiado rápida,La presión del gas de corte es demasiado baja,La altura de corte es demasiado alta,
Fallo en la fuente de plasma.
- La superficie de corte tiene ondas anormales, no es suave.


La presión de entrada de gas externa en la imagen superior es demasiado baja, la presión en la imagen inferior es demasiado alta.