
 Esperanto
Esperanto
 Shqiptare
Shqiptare
 Euskara
Euskara
 Zulu
Zulu
 Latinus
Latinus
 Cymraeg
Cymraeg
 தமிழ்
தமிழ்
 Slovak
Slovak
 Slovak
Slovak
 Afrikaans
Afrikaans

-
-
Sobre nosotros
-
Servicio
-
Noticias

Centro de noticias
Plasma vs. corte por láser: ¿Qué efecto de corte es mejor para su negocio?
En el entorno industrial acelerado de hoy en día, el aumento de la eficiencia es clave para reducir costos y mantener la competitividad. La tecnología de corte de metales juega un papel crucial en esto, siendo el corte por plasma y láser dos métodos dominantes. Surge una pregunta común: "¿Qué efecto de corte es mejor, plasma o láser?" La verdad es que no hay una sola respuesta "mejor". Ambas tecnologías ofrecen ventajas y desventajas distintas. La mejor opción depende completamente de los requisitos específicos de su aplicación, el presupuesto y el contexto operativo.
Comprendemos las complejidades que implica seleccionar el equipo de corte CNC adecuado. Este artículo tiene como objetivo proporcionar una comparación equilibrada entre el corte por plasma y láser, considerando varios factores para ayudarlo a tomar una decisión informada para su negocio.
Comprensión de las tecnologías
¿Qué esCorte por plasma?
El corte por plasma utiliza un chorro de gas ionizado (plasma) de alta velocidad que se entrega a través de una boquilla constreñida. El arco de plasma funde el material de la pieza conductora, y el gas de alta velocidad elimina el metal fundido, creando el corte. Es conocido por su efectividad en metales conductores más gruesos.

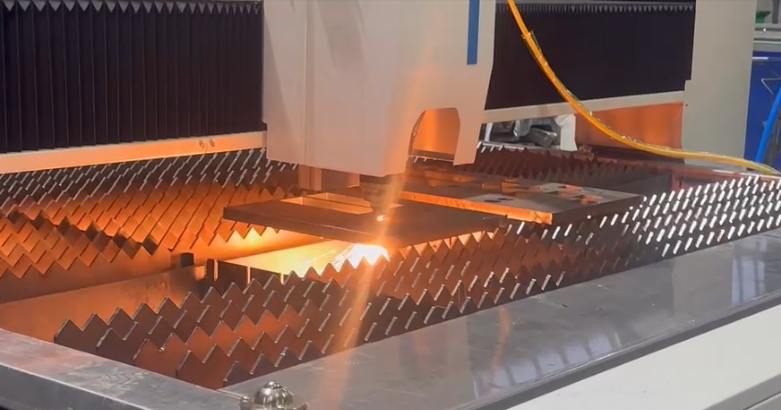
¿Qué esCorte por láser?
El corte por láser emplea un haz de láser de alta potencia y altamente enfocado, a menudo guiado por óptica y control CNC, para fundir, quemar o vaporizar material en un área localizada. Normalmente se utiliza un gas auxiliar para eliminar el material fundido, dejando un borde limpio. Los láseres de fibra, un tipo común, son particularmente eficientes para cortar metales.
Factores clave para la comparación
Elegir entre plasma y láser implica evaluar varios factores críticos más allá del propio borde de corte. Vamos a desglosarlos:
1. Precisión de corte y calidad del borde
- Corte por láser: Generalmente ofrece una precisión superior con una hendidura muy estrecha (el ancho del material eliminado por el proceso de corte). Esto da como resultado piezas altamente precisas con esquinas afiladas y detalles intrincados. La Zona Afectada por el Calor (ZAC) suele ser menor en comparación con el plasma.
- Corte por plasma: Proporciona una buena precisión, suficiente para muchas aplicaciones, pero generalmente menos precisa que el láser. La hendidura es más ancha y la ZAC es mayor. La calidad del borde puede ser excelente con sistemas de plasma de alta definición, pero puede presentar más bisel o escoria en comparación con el láser, especialmente en materiales más delgados.
2. Velocidad y eficiencia de corte
- Corte por láser: Sobresale en velocidad en materiales más delgados (generalmente por debajo de 6-10 mm). Su velocidad disminuye significativamente a medida que aumenta el grosor del material.
- Corte por plasma: A menudo más rápido que el láser en materiales medianos a gruesos (por ejemplo, por encima de 10-12 mm). Si bien es más lento en láminas delgadas en comparación con el láser, su ventaja de velocidad en placas más gruesas puede ser sustancial, lo que aumenta el rendimiento general para ciertos trabajos.
3. Capacidad y grosor del material
- Corte por láser: Altamente versátil, capaz de cortar varios metales (incluido acero al carbono, acero inoxidable, aluminio, latón, cobre) e incluso algunos no metales (con láseres de CO2). Sin embargo, cortar metales muy gruesos (por ejemplo,> 25-50 mm según la potencia y el tipo) puede ser difícil o lento. Los materiales reflectantes como el cobre y el latón también pueden plantear desafíos, aunque los láseres de fibra modernos los manejan mejor.
- Corte por plasma: Principalmente limitado a materiales eléctricamente conductores. Sobresale en el corte de metales conductores medianos a muy gruesos (hasta 50 mm o incluso 150 mm + con sistemas especializados) de forma rentable.
4. Costo de inversión inicial
- Corte por láser: Representa una inversión de capital inicial significativamente mayor en comparación con los sistemas de plasma de capacidad de corte comparable.
- Corte por plasma: Ofrece un costo de entrada mucho más bajo, lo que lo hace más accesible para las empresas con presupuestos más ajustados o aquellas que principalmente cortan materiales más gruesos donde la precisión del láser no es primordial.
5. Costos operativos y mantenimiento
- Corte por láser: Los consumibles incluyen gases auxiliares (nitrógeno, oxígeno) y boquillas. El consumo de electricidad puede ser alto, dependiendo de la potencia del láser. Si bien los láseres de fibra modernos requieren menos mantenimiento que los láseres de CO2 más antiguos, las posibles reparaciones de la fuente del láser o la óptica pueden ser costosas.
- Corte por plasma: Los consumibles clave son los electrodos y las boquillas, que requieren un reemplazo regular. El consumo de energía es significativo y se necesita gas auxiliar (generalmente aire comprimido, a veces oxígeno o nitrógeno). El mantenimiento generalmente se considera menos complejo y costoso que para los sistemas láser, aunque los sistemas de alta definición requieren un mantenimiento cuidadoso.
6. Habilidad y capacitación del operador
- Corte por láser: Generalmente requiere operadores más calificados para una configuración, programación y mantenimiento óptimos debido a la complejidad de la tecnología y las consideraciones de seguridad críticas (haces láser invisibles).
- Corte por plasma: Generalmente se considera más fácil de aprender la operación básica. Sin embargo, lograr una calidad de corte óptima, especialmente con sistemas de alta definición, todavía requiere operadores con conocimientos.
7. Consideraciones sobre el entorno del taller
- Corte por láser: Produce humos que requieren sistemas de extracción efectivos. Los niveles de ruido suelen ser más bajos que los del plasma. Los protocolos de seguridad estrictos son esenciales debido al haz láser de alta intensidad.
- Corte por plasma: Genera humos significativos, radiación UV/IR intensa y niveles de ruido más altos, lo que requiere ventilación robusta, equipo de protección personal (EPP) y protección auditiva.
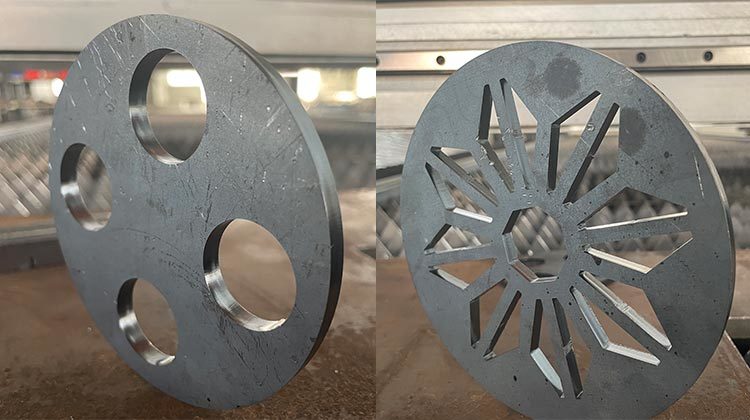 Tabla de descripción general comparativa
Tabla de descripción general comparativa
Característica Corte por plasma Corte por láser Notas Precisión Buena a muy buena Excelente El láser tiene una hendidura más estrecha, ZAC más pequeña Calidad del borde Buena (puede tener bisel/escoria) Excelente (bordes limpios y cuadrados) El plasma HD mejora la calidad significativamente Velocidad (Metal delgado) Moderada Muy rápida El láser sobresale < 6-10 mm Velocidad (Metal grueso) Rápida a muy rápida Moderada a lenta El plasma a menudo es más rápido > 10-12 mm Espesor máximo Muy alto (50 mm o más, incluso 150 mm o más) Moderado a alto (25-50 mm o más, dependiendo de la potencia) El plasma es mejor para metales conductores muy gruesos Versatilidad del material Solo metales conductores Amplia gama (metales, algunos no metales) El láser es más versátil en general Costo inicial Más bajo Significativamente más alto El plasma es más económico inicialmente Costo de operación Moderado (materiales consumibles, energía) Moderado a alto (gas, energía, piezas) Depende en gran medida del uso y el mantenimiento Habilidad del operador Moderada Más alta El láser requiere más experiencia técnica Fumes/Noise Humos altos, ruido alto Humos moderados, ruido bajo Ambos requieren extracción de humos - Nota: Los datos presentados son generales. El rendimiento real varía según los modelos específicos de máquinas, los niveles de potencia, la configuración y las condiciones del material.
Conclusión: La mejor opción es la adecuadaComo se indicó, ni el corte por plasma ni el corte por láser son inherentemente "mejores" en todos los casos.
- Elija Plasma si: Su trabajo principal implica metales conductores medianos a gruesos, la velocidad en materiales más gruesos es crítica, el presupuesto inicial es una restricción importante y la precisión ultra alta no siempre es necesaria.
- Elija Láser si: Necesita alta precisión, detalles finos, excelente calidad de borde, corta con frecuencia materiales de espesor delgado a mediano, necesita versatilidad para cortar varios metales (y potencialmente no metales) y tiene el presupuesto para una inversión inicial más alta.
-
En última instancia, la mejor decisión proviene de evaluar cuidadosamente sus necesidades de producción específicas, los tipos y espesores de material, las tolerancias requeridas, el rendimiento deseado y las limitaciones presupuestarias. Considere también factores como la disponibilidad del operador y la infraestructura del taller.
-
Descargo de responsabilidad: Los datos comparativos y las características de rendimiento mencionados se basan en el conocimiento general de la industria y el rendimiento típico del sistema. Los resultados específicos pueden variar.
Puede hacer clic en el enlace para elegir la máquina que más le convenga - https://www.honeybeecnc.com/products/Products.html